به علت اینکه روی نقشه قطعه شیب مدل داده نمی شود، باید خود مدلساز در مورد نحوه اختیار شیب تصمیم بگیرد. در ضمن تغییر اندازه ها و ظاهر قطعه نباید زیاد باشد. همچنین کاهش استحکام قطعه که توسط طراح آن محاسبه شده، مجاز نیست
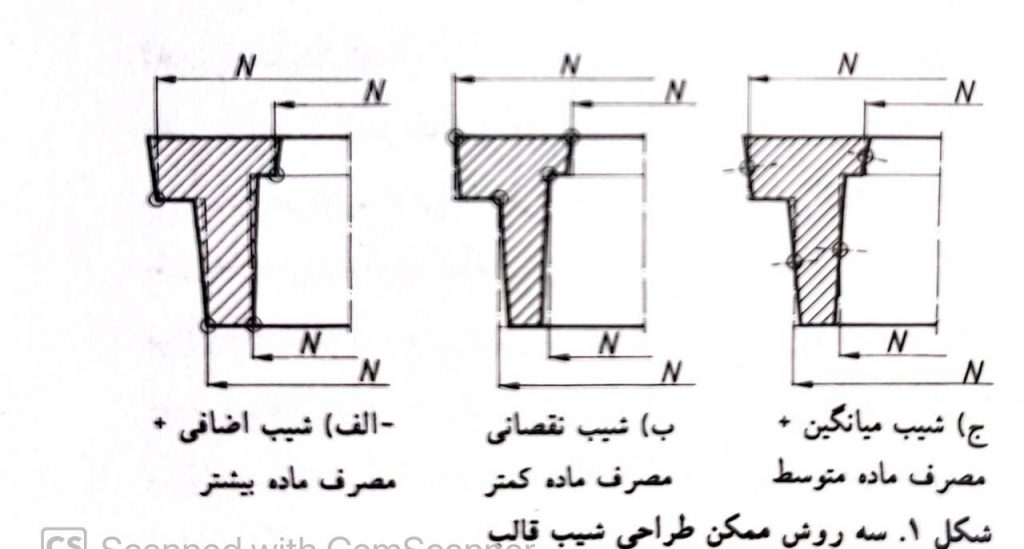
مدلساز سه امکان برای تعیین شیب مدل دارد شکل (۱)
۱ – شیب اضافی مدل +
۲ – شیب نقصانی مدل –
+- شیب میانگین مدل
1- شیب اضافی مدل +
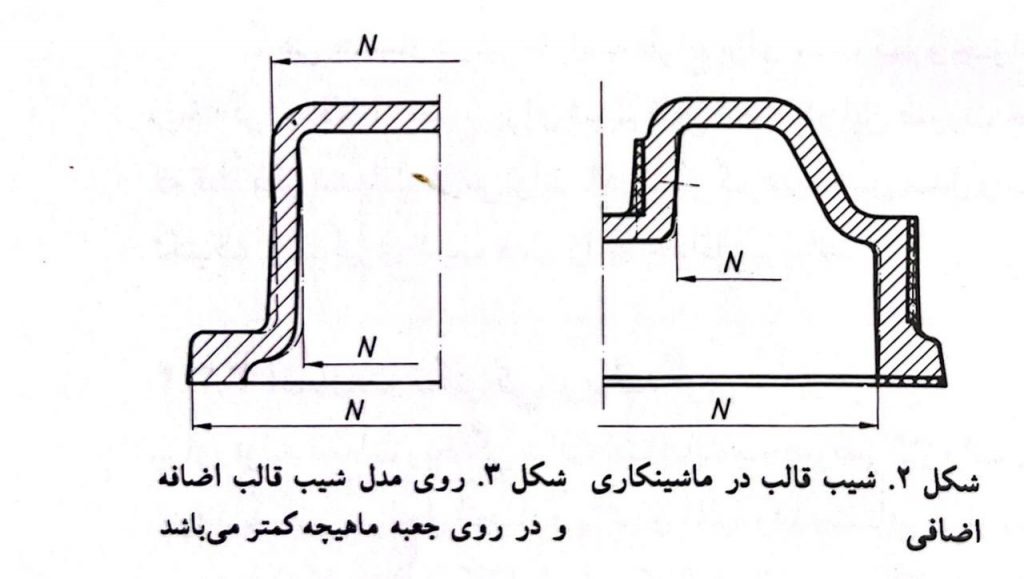
در سطوح عمودی که باید ماشینکاری شود، به دلیل مطمئن بودن از شیب مدل میتوان مقدار شیب را به مقدار ماشینکاری اضافه تراش افزود شکل (۲). در بعضی از قطعات که در قسمت خارجی آن فلانچی نصب میشود به علت شیب مدل میتوان آن را بزرگتر ساخت شکل (3)
در برآمدگیهای پله ای باریک که استحکام زیادی ندارند و نیز در حلقه ها این نوع شیب مطرح میشود اما این نوع طراحی در برآمدگیهای بلند با احتساب شیب اضافی باعث افزایش ضخامت در پای برآمدگی شده و سپس منجر به ایجاد حفره در قطعه ریختگی می شود (شکل ۴ الف)
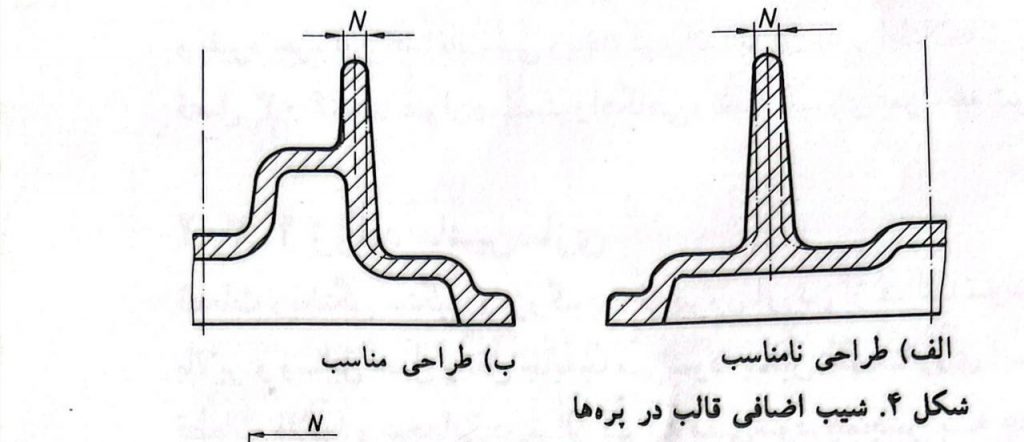
در موارد فوق میتوان با تغییرات طراحی، ارتفاع برآمدگیها را کاهش داد (شکل ۴ ،(ب) یا اصلاً از آن صرف نظر کرد، ولی مجاز نیست که با ایجاد ماهیچه و تکیه گاه شیب مدل در قسمتهای برآمدگی را حذف کرد شکل(5 )
2- شیب نقصانی مدل-
وقتی در دیواره های جانبی قطعات ،ریختگی فلانچ و حلقه های باریک وجود داشته باشد اصولاً شیب مدل از اندازه اسمی کم شده بدین وسیله اندازه فلانچها و رینگها ثابت میماند و ضخامت آنها تغییری پیدا نمیکند شکل (6)
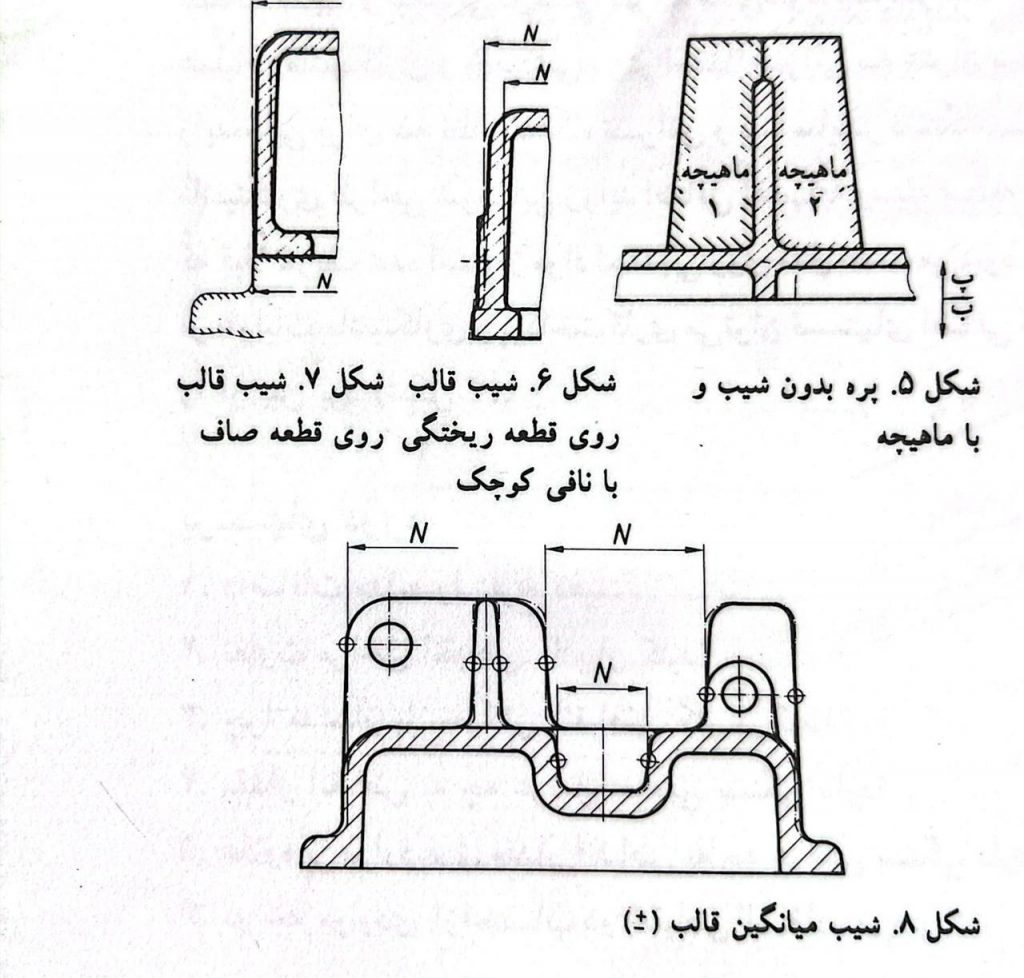
اصول فوق در مورد قطعات ریختگی که اندازه داده شده فنی آنها می بایست ثابت بماند صادق است بدین وسیله به هنگام مونتاژ قطعات فوق، بدون تغییر دادن اندازه ها بر قطعات مورد نظر سوار می شوند شکل (7)
3- شیب میانگین +-
شیب میانگین یا شیب تقسیم شده اغلب در برآمدگیها یا فرورفتگیهای ضخیم و کم ارتفاع به کار
می رود . شکل (8)
دیدگاه بگذارید